10e jour et fin de la deuxième semaine à l'atelier.
Aujourd'hui, la guitare n'avancera pas ostensiblement, mais on attaque la dernière ligne droite avec le filetage, qui précède la collage de la touche et le vernissage.
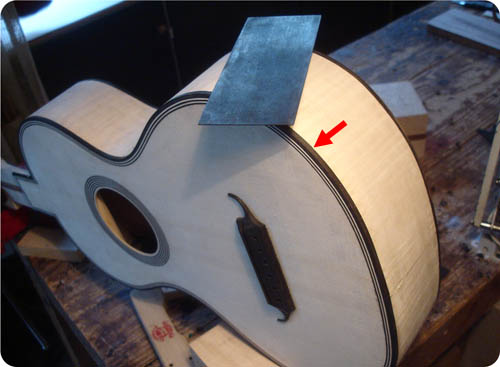
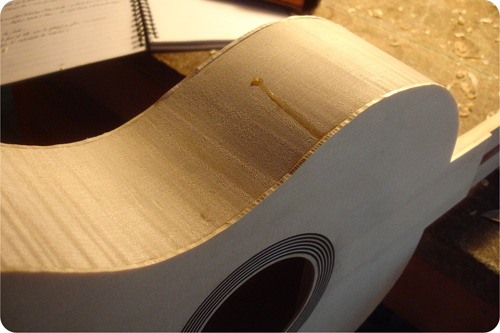
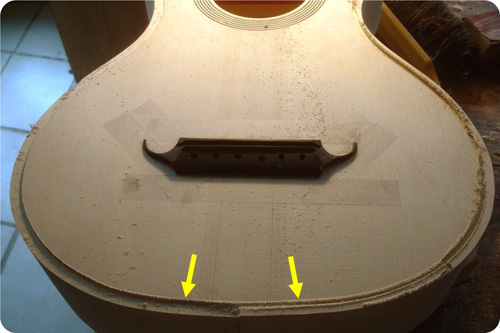
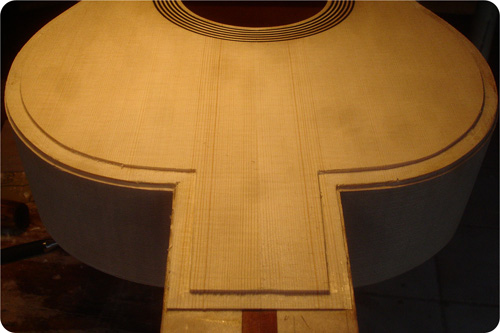
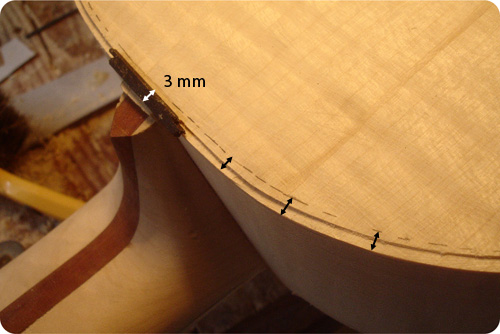
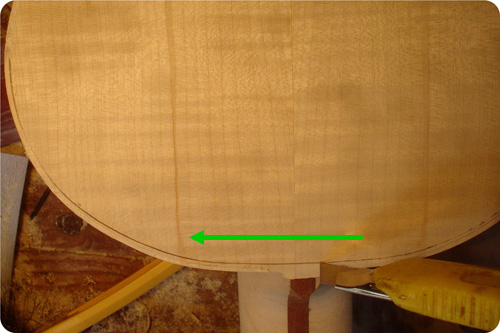
1 - arasage table et fond
La table et le fond, qui jusqu'à présent dépassaient de 2-3 mm, sont arasées au niveau des éclisses (rabot, canif, papier de verre, tout est bon).

Ça prend forme...


2 - filetage
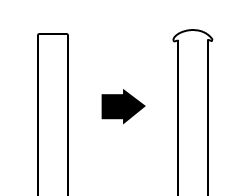
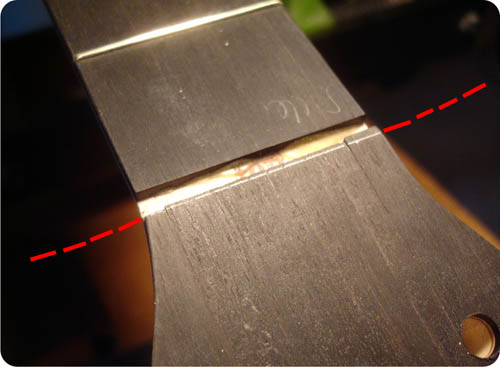
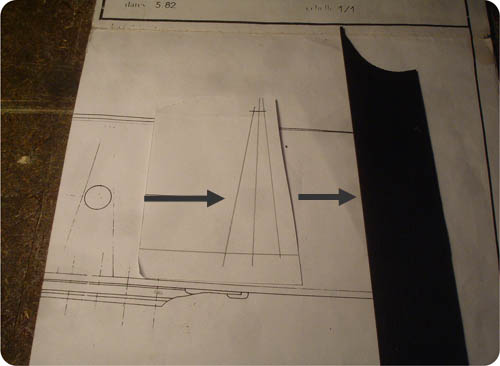
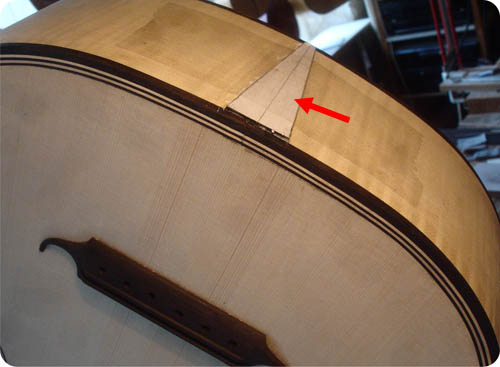
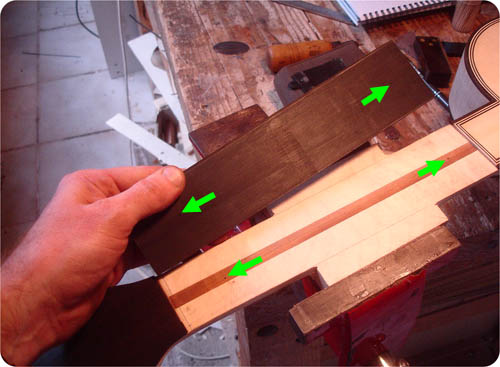
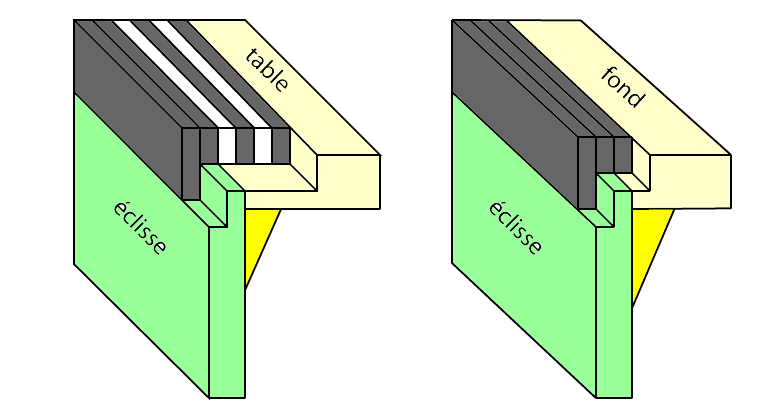
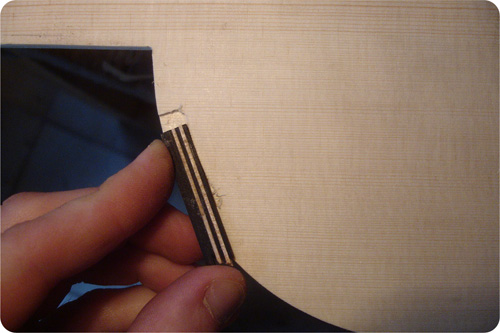
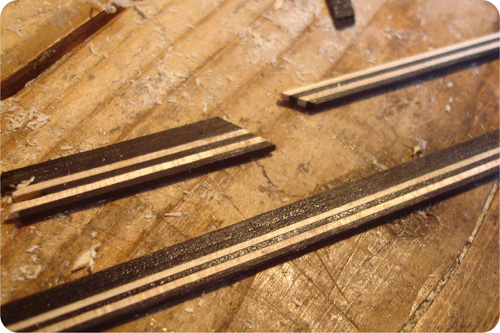
Sur la table comme sur le fond, le filet se compose de plusieurs filets de surface d'1x2 mm (rayés ébène et érable sur la table, tout ébène sur le fond) et d'un filet noir 4x1 mm de côté. Il faudra donc pratiquer deux "marches d'escalier" pour accueillir ces filets tout autour de notre guitare.
Un dessin pour mieux comprendre le travail à effectuer :
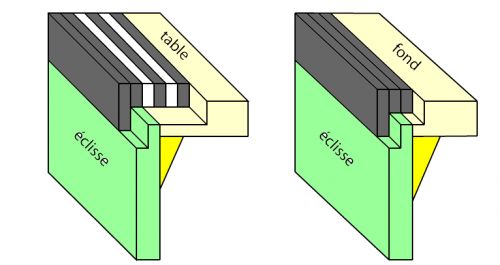 Ces gorges seront faites à la défonceuse, sauf aux quelques endroits (talon et touche du manche), où la machine n'a pas accès. Le travail sera donc terminé à la main.
Ces gorges seront faites à la défonceuse, sauf aux quelques endroits (talon et touche du manche), où la machine n'a pas accès. Le travail sera donc terminé à la main.
3 - préparation du filetage de la table
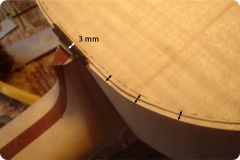
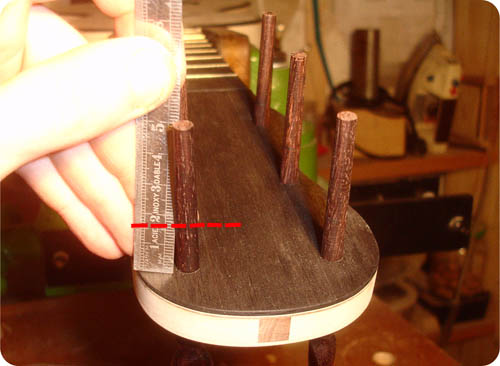
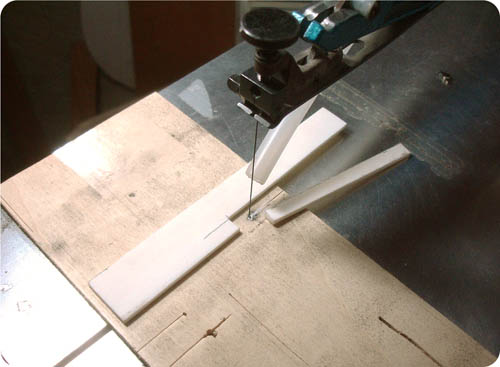
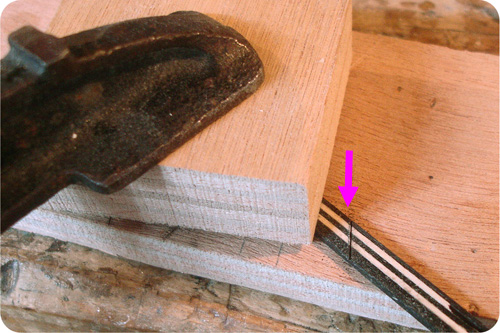
Un essai dans une chute de bois permet de vérifier le bon réglage de la machine : notre filetage d'essai doit rentrer pile en largeur, et dépasser de quelques dixièmes le niveau de la table. On dégage une petite zone sur notre table pour vérifier que ça passe et on dégage l'ensemble du contour :




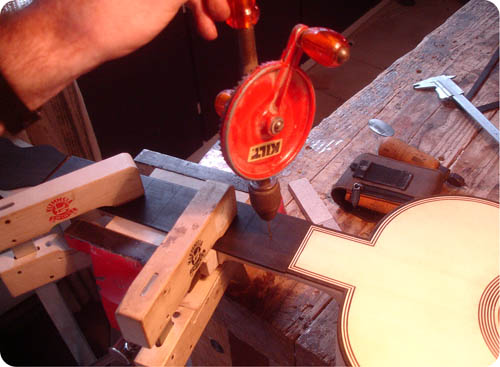
On attaque ensuite la gorge du filet de côté. Comme pour la rosace, la défonceuse Dremel donne des résultats étonnamment précis et propres, même dans l'épicéa.

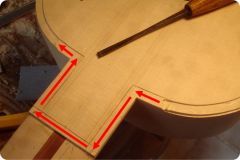
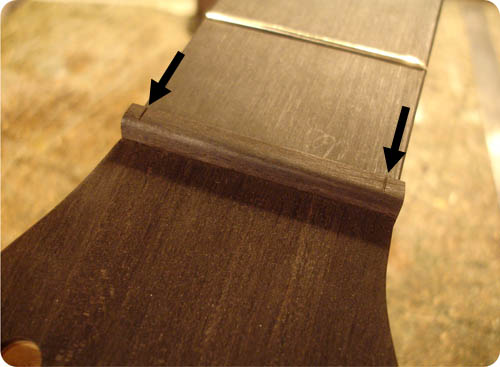
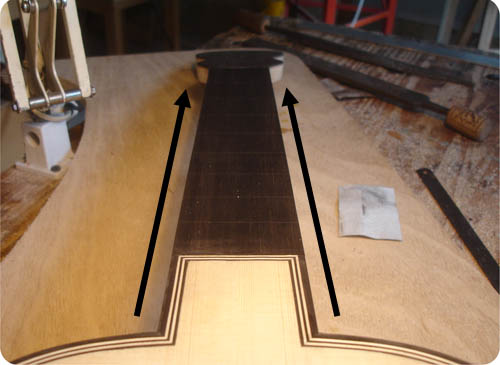
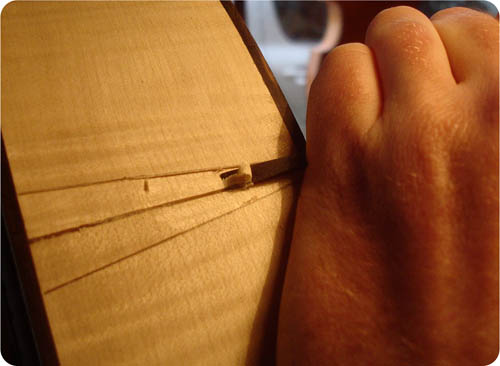
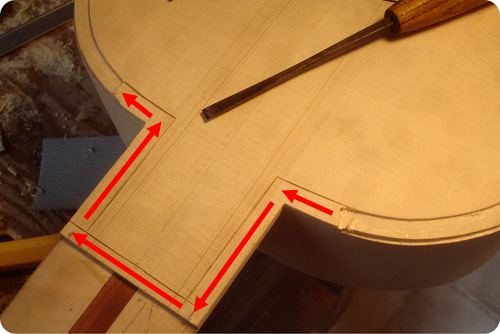
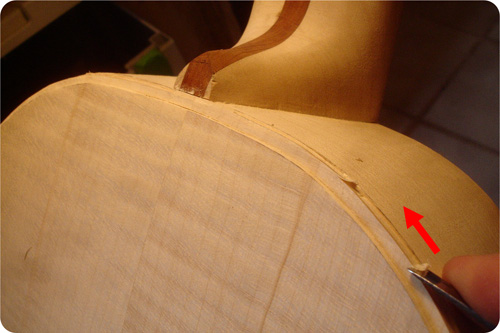
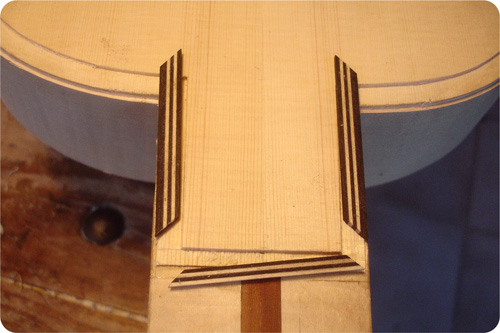
Les parties du manche où la défonceuse n'a pas accès sont tracées, marquées au cutter puis dégagées à la gouge plate :

4 - préparation du filetage du fond
C'est pareil, beaucoup de machine...

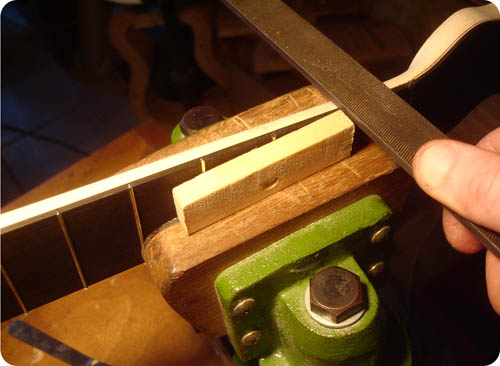
...et un petit peu de travail à la main autour du talon : tracé et marquage au cutter...

...et dégagement à la gouge de nos deux marches d'escalier (filets de fond et de côté).


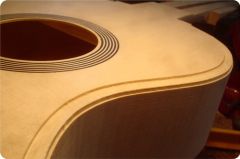
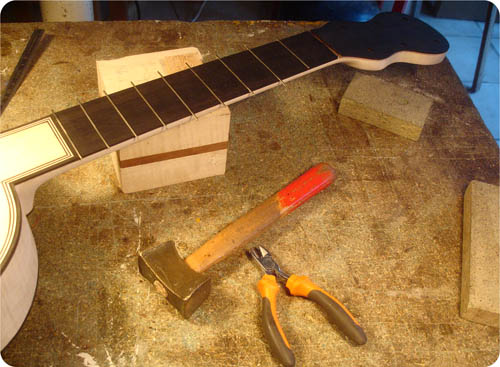
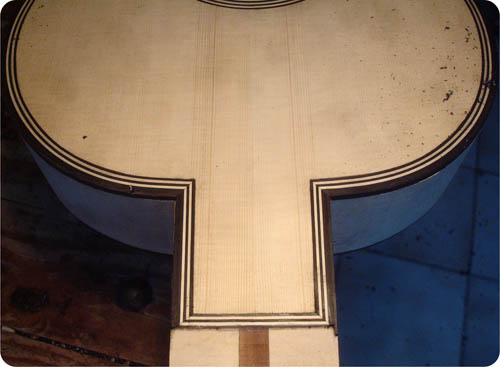
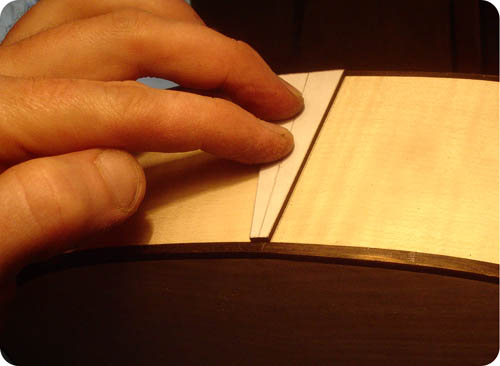
5 - filetage de la table
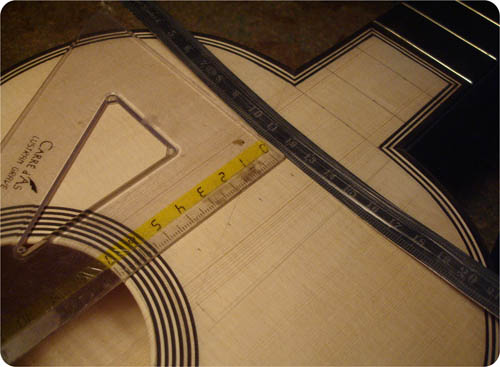
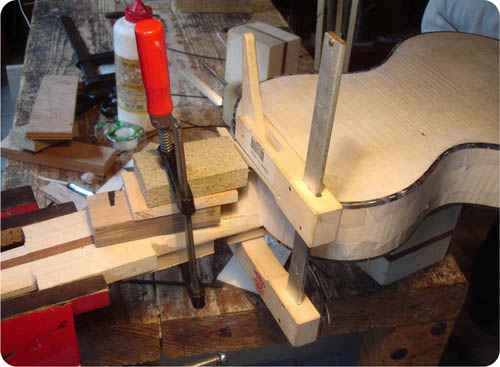
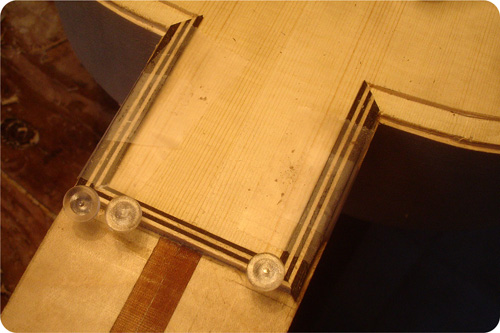
Les filets de bord de table seront posés un par un. Au bord du manche, où le motif est droit, nous collons au préalable des plaquettes qui seront découpées d'onglet à la bonne dimension puis collées :



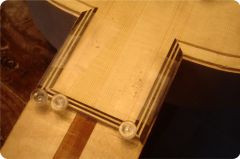
Pour le bord, un léger cintrage préalable au fer nous simplifie la vie. Les filets sont maintenus à l'aide d'épingles. Au talon, la coupe d'onglet est obtenue par simple ponçage. Au tasseau, le filet est coupé à la pince puis poncé bien d'équerre à la cale jusqu'à la ligne médiane.



Un peu de rangement, et nous continuerons le filetage lundi prochain. Nous pouvons espérer vernir en fin de semaine prochaine !

A lundi !







 Un coup de peinture cache-misère...
Un coup de peinture cache-misère...

































































{kind=link}