 Le changement de la chaîne de distribution sur les gros blocs n'est pas expressément prévu au programme d'entretien Guzzi.
Le changement de la chaîne de distribution sur les gros blocs n'est pas expressément prévu au programme d'entretien Guzzi.
Étrange ! Car ces blocs ont une longévité surprenante qui pourra justifier un voire deux changements de chaine de distribution.
Les avis présents sur les forums s'accordent sur un remplacement dans les 80-100.000 km, qu'on pourra opportunément coupler au changement d'embrayage (intervenu à 90.000 sur la mienne), à une réfection des culasses et au nettoyage de l'épurateur centrifuge du vilebrequin. Avantage : le moteur est déposé, autant en profiter.
L'opération est présentée ici bloc dans le cadre, c'est aussi faisable.
Les préalables : déposer le bouchon du regard de volant tant qu'il est chaud et souple. Déposer le réservoir pour travailler dans un environnement confortable et les coudes d'échappement pour accéder facilement aux vis de la boucle avant du cadre.
Note : étonnament, la vidange n'est pas nécessaire à l'opération, la pompe et les trous de retour d'huile du carter de chaine de distri se trouvent au dessus du niveau d'huile.
Pièces nécessaires
- Chaine de distri (réf. 28 05 80 60)
- Patin de tendeur (réf. 30 05 83 10)
- Joint de carter (réf. 12 00 12 00)
- Éventuellement joint torique de bague d'étanchéité (réf. 90 70 61 78), joint à lèvre d'axe d'alternateur (torique 18x2,5mm, réf. 90 40 28 40) et joints alu du radiateur, si celui-ci est déposé.
Outillage nécessaire
- clés Allen 4-5-6-10 mm,
- clé de 24 mm pour l'écrou d'alternateur,
- clé de 27 mm pour l'écrou de pignon d'arbre à cames,
- Clé à tube de 32 (Sam outillage) et rallonge adéquate pour l'écrou de pignon de vilebrequin,
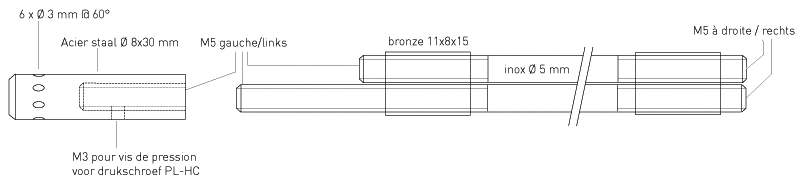
- Bloque volant "officiel" Guzzi réf. 12911801 si le moteur est déposé ou outillage bricolé si l'opération se fait dans le bloc,
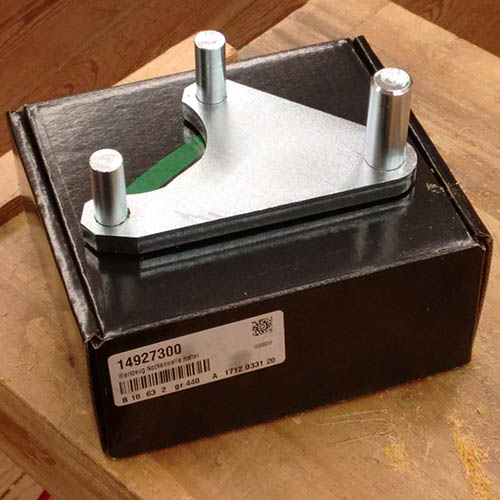
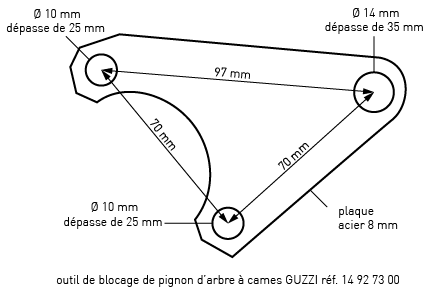
- Bloque pignon d'arbre à came Guzzi réf. 14927300.
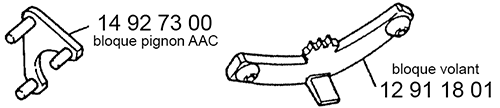
Bloque volant Guzzi
La doc de Guzzi prévoit le changement de la chaine hors du moteur.
Pour bloquer le vilebrequin afin de desserrer l'écrou de pignon de chaine, c'est un outil spécial qui vient bloquer 3 dents de la couronne.
Le voila par exemple en place sur un volant de 1200 Sport (doc Guzzi) :

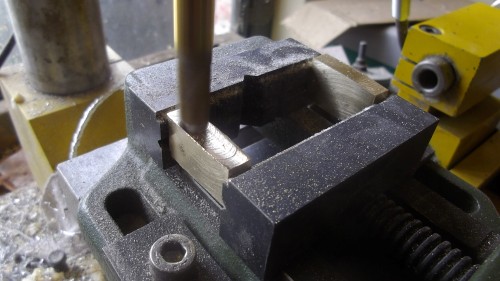
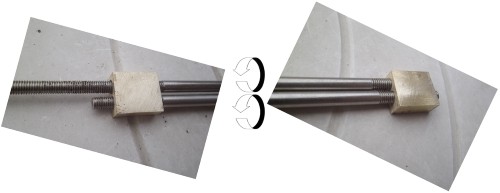
Aucun outil n'est prévu chez Guzzi pour bloquer le volant moteur dans le cadre. Mais côté droit, le petit bouchon caoutchouc donne accès au volant et aux dents d'engrenage. Il est possible de se bricoler un dispositif prenant appui sur deux goujons de carter, avec une tige coulissante venant engrener au fond d'une dent.

Le principe de cet outil ingénieux figure sur un post de Reivax sur le forum Guzzi-passion, que l'inventeur originel en soit remercié.
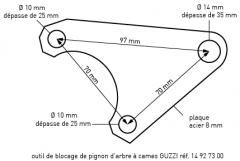
Bloque pignon d'AAC
On peut soit acquérir l'outil Guzzi (~40€, bien utile à l'usage), soit le bricoler à l'identique, soit envisager un autre montage à base de barres soudées, dont le web regorge de propositions.

Dépose du radiateur d'huile
On peut choisir de le laisser pendouiller. Sinon il se fait sans soucis : dépose des durites (les 4 joints alu 16x22 seront changés au remontage)...

Dépose de la platine de béquille latérale...

Dépose des vis de fixation des pattes au bloc. Attention, les durites et le radiateur sont pleins d'huile, prévoir un bac de vidange.



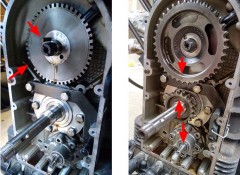
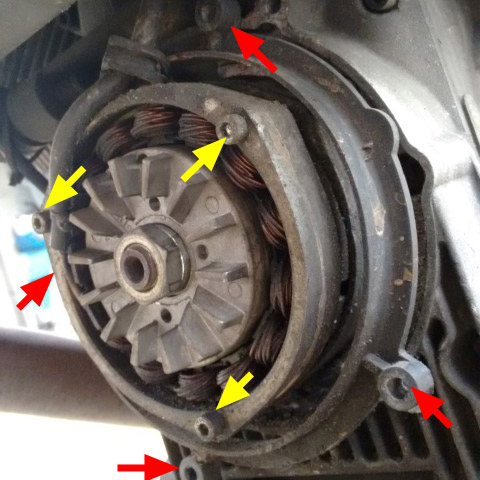
Dépose de l'alternateur
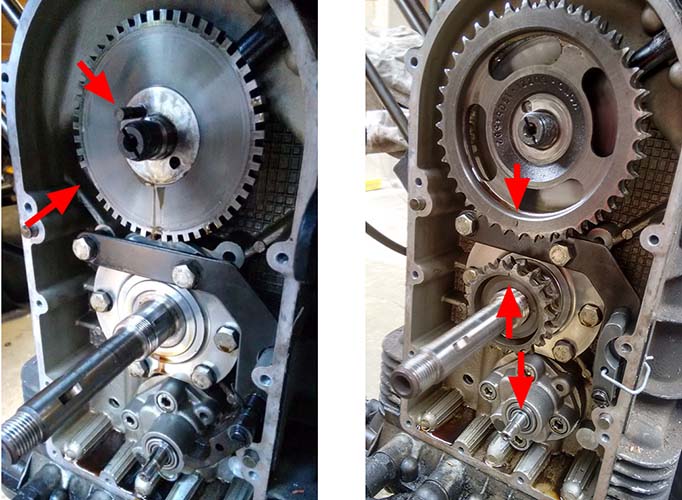
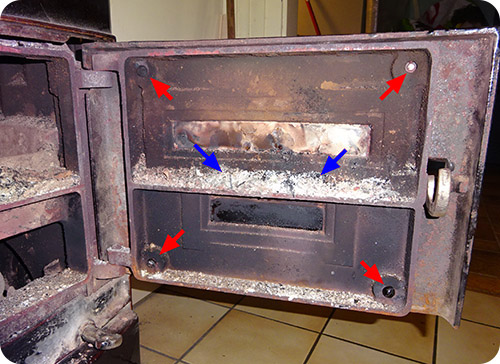
Il ne présente pas de difficulté. Le couvercle d'alternateur est maintenu par 4 vis Allen (clé de 5, flèches rouges). Le stator est maintenu par 3 vis (flèches jaunes). Penser à débrancher les 2 fils jaunes de sortie (cercle jaune) avant de le déposer.




Pour sortir le rotor d'alternateur, bloquer le volant à l'aide de notre outil high tech et utiliser une clé de 24.


Le rotor n'est pas monté sur un cône mais simplement serré sur une
portée cylindrique. Il se dépose donc sans extracteur. Un léger coup de
maillet pourra aider à le faire venir. Attention de ne pas abîmer les
ailettes. La clavette reste en place dans son logement, on pourra la retirer plus tard. Nous avons à ce moment accès au carter de distribution nu :

Dépose du carter de distribution
Le carter de distribution est maintenu:
- au bloc par 14 vis, tête Allen de 5 (attention, 6 longues et 8 courtes)
- à la boucle avant du cadre par deux vis M12x35 avec tête Allen de 10

Ne faites pas la même erreur que moi ! Ces deux dernières vis ont besoin d'un sacré couple de desserrage et seront plus facilement accessibles avec les coudes d'échappement déposés. Un coup de marteau sur les têtes pourra aussi aider à décoller le filet. Après avoir abîmé irrémédiablement l'empreinte Allen, j'ai du extraire l'une des vis par perçage. Outch !

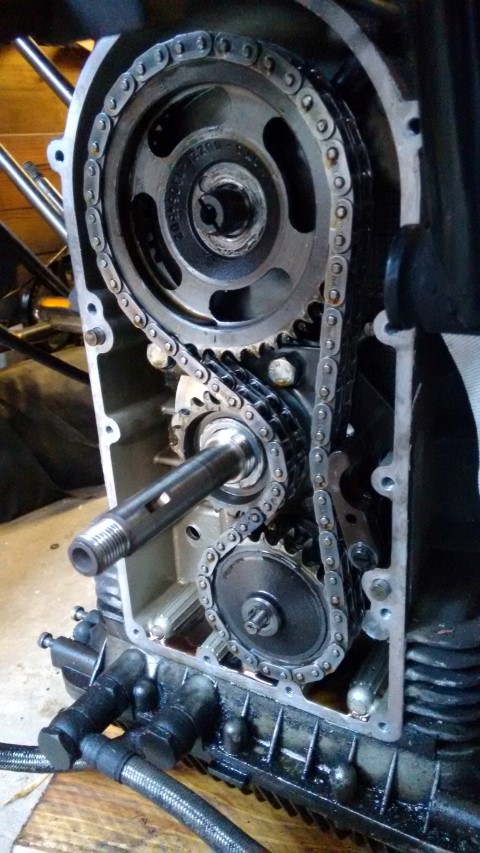
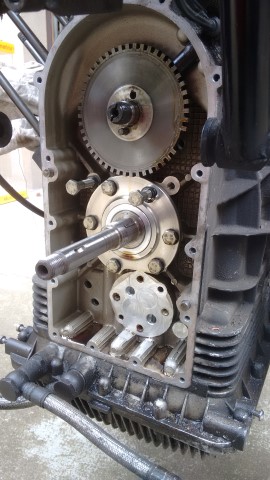
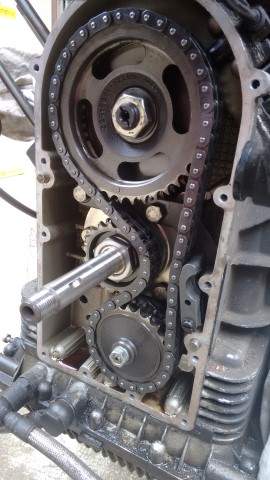
Une fois ces vis retirées, le carter vient sans difficultés. Il est positionné sur le bloc à l'aide de deux piges restant en place, l'une à droite, l'autre à gauche, donnant accès à la chaine de distribution duplex et ses trois engrenages :
- en haut, arbre à came et roue du capteur de phase,
- au milieu vilebrequin,
- et en bas pompe à huile.
On a aussi le petit patin ridicule à droite et son ressort anémique.

Attention, on entre en zone lubrifiée, prévoir un bac pour recueillir l'huile.
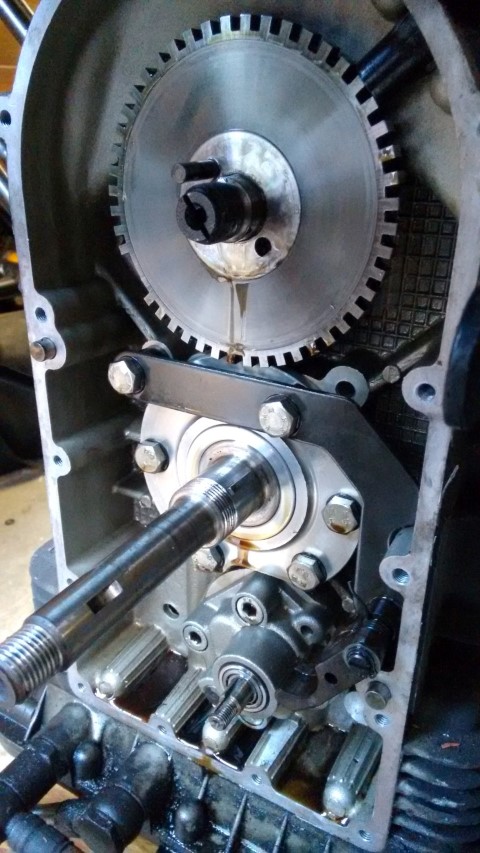
A ce stade, on peut déposer la clavette d'alternateur (flèche rouge), si ce n'est pas déjà fait, et le manchon d'étanchéité de l'arbre d'alternateur (flèche bleue).

Dépose de la chaine de distribution
La dépose de la chaine de distribution n'est pas difficile en soi mais demande du soin et un outillage spécifique. Les écrous sont arrêtés au frein-filet et une prise sure est indispensable.
Le pignon d'arbre à came se dépose à l'aide d'une clé de 27 après avoir bloqué le pignon, soit à l'aide de l'outil spécialisé Guzzi réf. 14927300, soit à l'aide de tout autre outil bricolé engageant dans les ajours du pignon, soit, au démontage seulement, en utilisant le seul blocage de vilo. Attention, dans ce dernier cas, on se permet ça uniquement parce qu'on a prévu de changer chaine et roulement de pompe et qu'on est impatient de tout virer. Ça arrive. Ah, et il y a une rondelle ressort sous l'écrou de 27.
 Le pignon de vilebrequin donne souvent du fil à retordre. Heureusement, le 1100 n'est pas équipé de l'écrou à ergots présent sur d'autres modèles, mais dispose d'un écrou de 32 tout à fait standard. La difficulté vient de son accessibilité, en raison à la fois de la présence de l'arbre d'alternateur, mais également du placement de l'écrou dans le creux du pignon.
Le pignon de vilebrequin donne souvent du fil à retordre. Heureusement, le 1100 n'est pas équipé de l'écrou à ergots présent sur d'autres modèles, mais dispose d'un écrou de 32 tout à fait standard. La difficulté vient de son accessibilité, en raison à la fois de la présence de l'arbre d'alternateur, mais également du placement de l'écrou dans le creux du pignon.
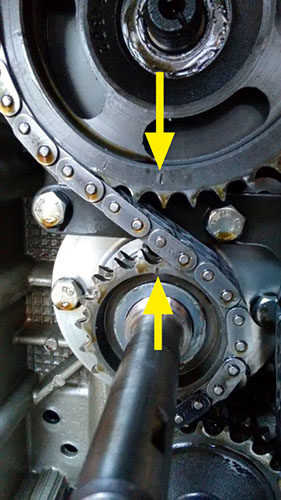
On va commencer par aligner les repères de calage de distri et bloquer le volant dans cette position.

Oubliez les bricolages à base de douilles rallongées soudées. Un seul outil vous permet de débloquer facilement et sans aucun risque, il s'agit de la clé à tube de 32 (dispo par exemple chez Sam Outillage, où c'est leur plus grande dimension de clé à tube), accompagnée d'une rallonge adéquate. Compter 25€ environ, le prix de la tranquillité.

Cerise sur le gâteau, l'outil passe tout juste derrière le garde-boue avant en braquant à fond. L'écrou est muni d'une rondelle plate.
Le pignon de pompe à huile nécessite une clé de 13. Pas de difficulté à signaler.
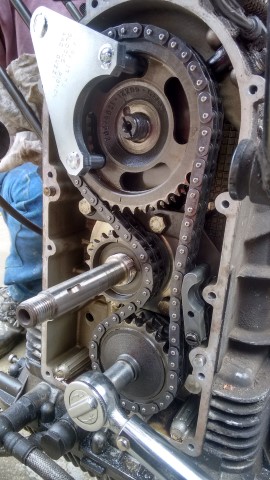
La chaine est prête à être déposée. On fait venir en un seul bloc les trois pignons et la chaine.
La dépose donne accès :
- à la roue d'impulsion pour l'allumage,
- au tendeur de chaîne,
- et à la pompe à huile, dont on récupère précieusement la petite clavette.


L'usure de la chaine peut être estimée en mesurant un nombre donné de maillons sur la chaine déposée et la chaine neuve. L'usure mesurée est ici de 0,2 %, sur une chaine de 100.000 km, ce qui semble peu, et en tous cas loin d'un risque de rupture.

Selon Wikipedia, « la règle généralement admise de base est de remplacer une chaîne à
rouleaux qui s'est allongée de 3 % avec tendeur et de 1,5 % sans ». Pour une chaine de transmission, surement, pour une distri, ça me semble beaucoup, à vérifier !
Dépose des accessoires de chaine
Le patin de tendeur se démonte sans souci. Il est disponible en pièce détachée séparément sous la réf. 30058310, tant qu'à être là, on le change.

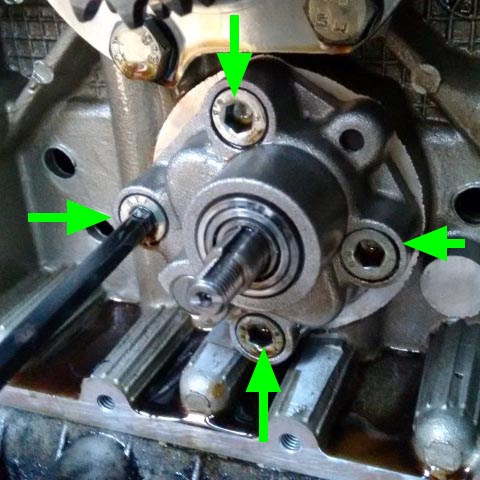
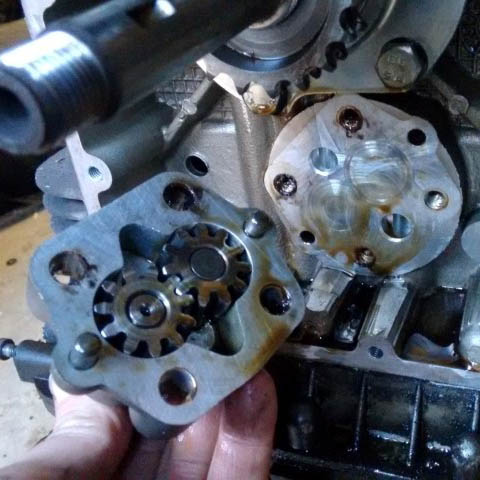
La pompe se dépose sans soucis. Elle est montée sans joint sur le bloc par 4 vis Allen. On peut contrôler l'état des dents (sans souci sur la mienne) et changer préventivement le petit roulement à aiguilles (~25€) ou opter pour une pompe neuve améliorée.



Changement du roulement de pompe à huile
On extrait facilement l'engrenage mené, la douille et les deux cages à aiguilles qui sont montées côte à côte. Pour la cage extérieure du roulement, elle vient facilement en chauffant la pompe, pas très fort, 50~60°C suffisent. Profiter de la pompe chaude pour monter le roulement neuf. Au remontage, on peu utiliser l'ancienne cage intérieure pour pousser la nouvelle sur l'axe :



Au passage, on peut observer l'état du roulement d'origine (réf. 92 25 22 10) qui est à peine marqué :


Remontage de la distri
Le carter se présente à nous en l'état :

La pompe, roulement changé, se remonte comme à l'origine sans joint. La remplir d'huile pour permettre le réamorçage. Serrage progressif et en croix jusqu'au couple de 2,5~3 kg.m.
Changement du patin de tendeur
Le patin est maintenu par un petit circlip d'axe. Le patin s'extrait et se remplace sans difficulté. Les pièces se montent dans la disposition suivante :

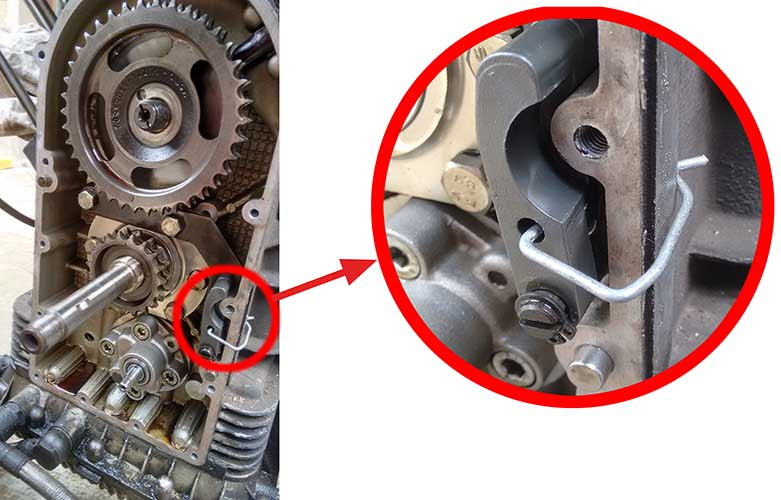
Le support du tendeur se remonte à l'aide de deux vis de 8, qu'on peut serrer à 2,5~3 kg.m. Pour faciliter la repose de la chaine, on peut maintenir provisoirement le patin à l'aide d'une petite agrafe réalisée à l'aide d'un morceau de rayon de vélo :

Repose de la chaine et des pignons
Il n'est pas possible de reposer les pignons, puis la chaine. Le tout doit être remis en place simultanément. Avec quelques précautions, l'opération est facile, même seul.
 On commence par positionner les trois axes :
On commence par positionner les trois axes :
- Sur l'arbre à came, la roue à impulsions de l'allumage a sa pige à 10 heures, les dents fraisées à 8 heures, à l'opposé du capteur d'impulsions. On engage le pignon d'AAC dont le repère se situe vers le bas à 6 heures.
- Sur le vilebrequin, on vérifie la présence de la clavette. On met en place le pignon de vilebrequin et on positionne son repère en correspondance avec celui de l'AAC, à 12 heures.
- Enfin, l'axe de la pompe à huile est positionné fraisage de clavette vers le haut, sans la clavette. Un calage de moins à gérer, on pourra insérer la clavette plus tard.
La chaine est ensuite préparée à blanc : les pignons d'AAC et de vilebrequin, repères de calage en regard, avec un entraxe d'environ 106mm, et en bas le pignon de pompe, avec le fraisage de clavette vers le haut.

On saisit le tout à deux mains et on met la chaine et ses pignons en place sur leurs axes respectifs. On vérifie que les repères des deux pignons d'AAC et de vilebrequin soient bien en correspondance.

Puis on tourne l'axe de la pompe à huile (il est muni à cet effet d'un fraisage pour y passer un tournevis) de manière à mettre les logements de clavette de l'axe et du pignon en face l'un de l'autre. On arrive facilement à glisser la petite clavette.


Si l'engagement de la clavette est difficile, ne surtout pas forcer. On peut également présenter le pignon sur l'axe de pompe muni de sa clavette, et également tourner l'axe avec un tournevis jusqu'à engagement. Présenter le pignon avec rainure vers le haut pour éviter la chute de la clavette. Cette méthode est peut être un peu plus orthodoxe.
Note technique : il s'agit d'une clavette de 2,5mm, qui n'est pas standard (on trouve facilement du 2, du 3 mais pas cette dimension-ci...)
Serrage des écrous de pignons
Le vilebrequin n'est pas immobilisé. On bloque le pignon d'arbre à came à l'aide de l'outil Guzzi puis on serre :
- l'écrou de pignon d'AAC (muni de sa rondelle ressort et d'un poil de frein-filet, serré à un très sérieux 15 kg.m),
- l'écrou de pompe à huile (muni de sa rondelle fendue, frein-filet, serrage standard 8mm à 2,5~3 kg.m)


On retire le bloque-pignon d'AAC et on immobilise cette fois le vilebrequin à l'aide de notre bloque-volant bricolé. On présente l'écrou muni de sa rondelle puis on le bloque à 11~12kg.m à l'aide de la clé en tube de 32. Là aussi, on peut utiliser par précaution un peu de frein-filet, comme sur le montage d'usine.


Voilà, la chaine est montée et serrée.

Fermeture du carter de distribution
Les pignons d'AAC et de pompe à huile sont contenus dans le carter. Seul l'axe du vilebrequin en dépasse et supporte l'alternateur qui travaille à sec, à l'extérieur de l'enveloppe lubrifiée. L'axe est muni d'une bague dont l'étanchéité est assurée :
- en statique sur l'axe par un joint torique (réf. 90 70 61 78, un très standard 18x2,5mm) placé dans une gorge dans l'alésage de la bague,
- en dynamique par un joint à lèvre placé (réf. 90 40 28 40) dans le couvercle du carter de distri.


Les deux joints pourront opportunément être changés. Puis on met en place le joint de carter, préalablement huilé, puis le carter avec son joint à lèvre également huilé. Le carter de distribution est fixé à l'aide de 8 vis courtes (6x25mm, en haut) et de 6 vis longues (6x35mm, en bas, dans la zone ailetée du carter). On visse progressivement et en croix, jusqu'au couple standard pour ces vis de 6 mm, soit 0,8~1,2 kg.m.

On n'oublie pas de remettre en place les deux vis de fixation de la boucle avant du cadre au carter de distribution.
Fin du remontage et remise en marche
Le remontage de l'alternateur se fait sans difficulté, à l'inverse du démontage. Toujours vilebrequin bloqué, rotor d'abord, sans oublier sa clavette demi-lune. On prendra soin de nettoyer rotor et stator à la soufflette, afin de bien éliminer les petits graviers qui y sont parfois planqués. On remonte également le radiateur d'huile, rempli au préalable et surtout si on a vidangé on n'oublie pas de remplir le moteur d'huile 20W50.
Avant la remise en marche du moteur, il est prudent de le faire tourner au démarreur, bougies déposées, jusqu'à extinction du témoin de pression d'huile, pour réamorcer l'ensemble du circuit de lubrification.
Note : si vous avez changé la pompe à huile, il est impératif de la remonter remplie d'huile (une pompe sèche est incapable d'amorcer) et prudent de la faire tourner à la main (sens antihoraire), jusqu'à apparition de l'huie au niveau du trou fileté du manocontact. Si vous optez pour une pompe CNC de chez Stein Dinse, par exemple, il faudra vérifier la hauteur d'empilement du pignon d'huile et du roulement (un mm de plus sur la mienne, j'ai du compenser avec une rondelle de la bonne épaisseur).

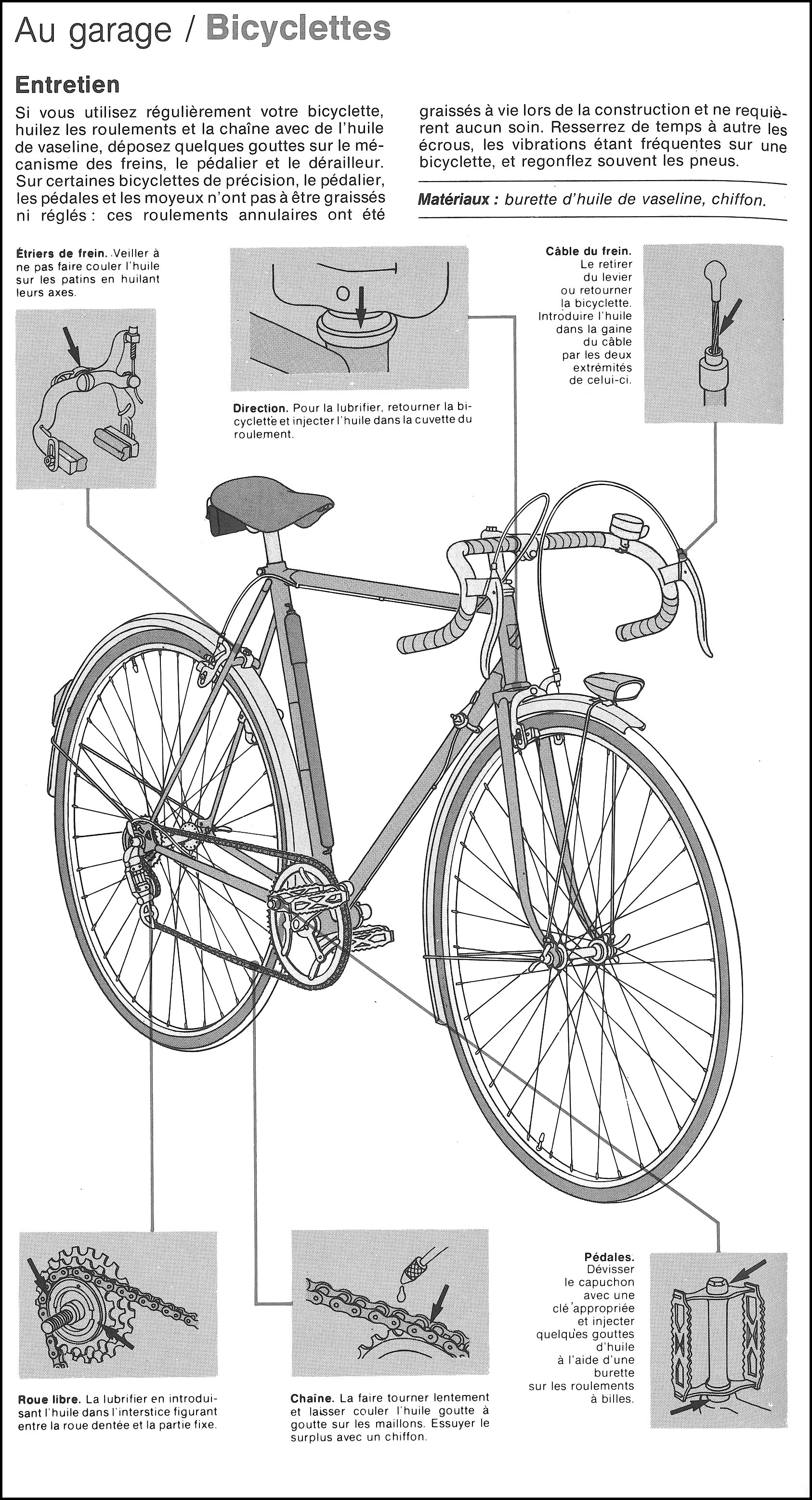
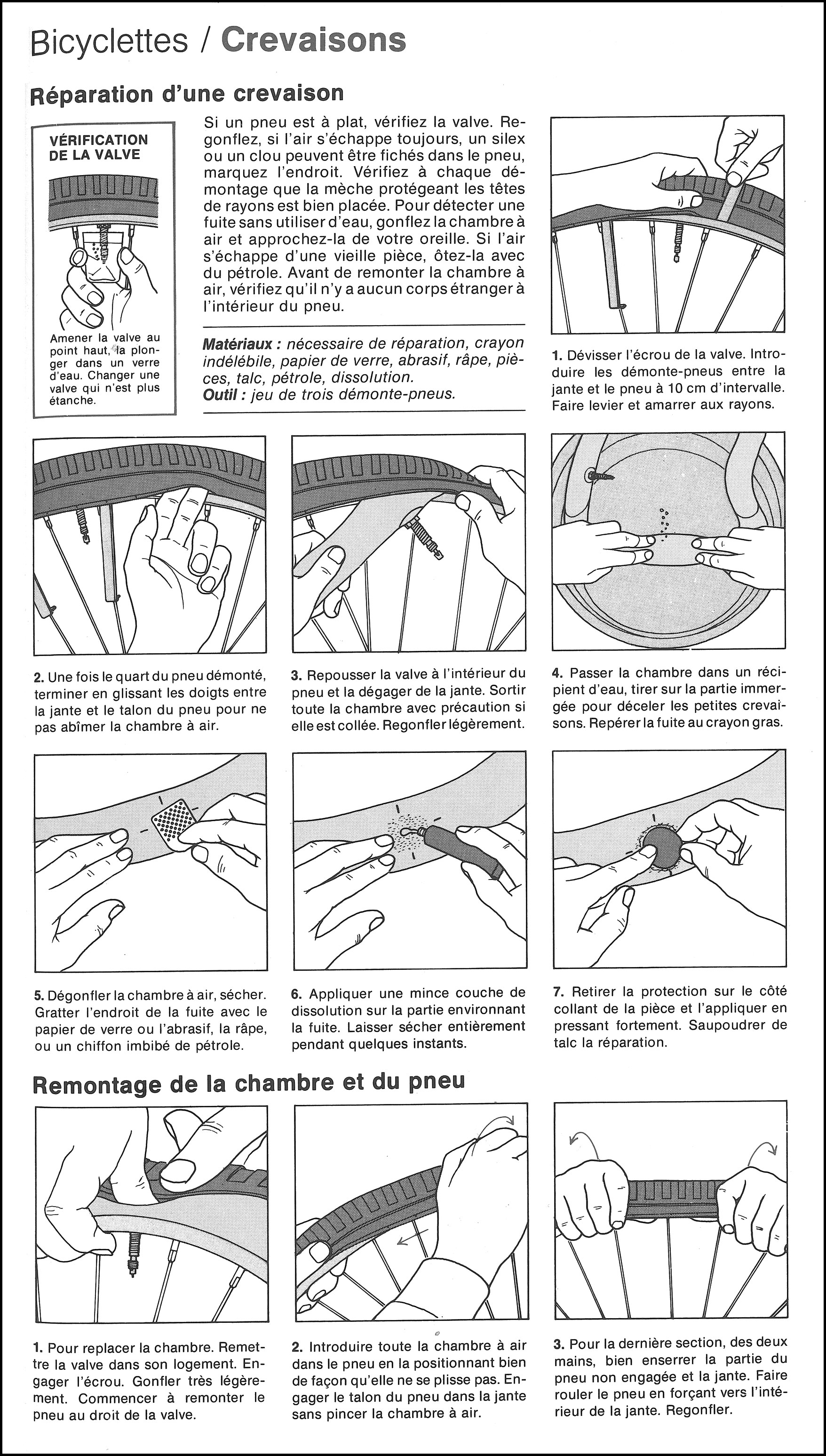
 Illustration : Christophe Dang Ngoc Chan (Cdang (talk)) sur Wikimedia
Illustration : Christophe Dang Ngoc Chan (Cdang (talk)) sur Wikimedia





























































































































 J'arrive à Ballintoy vers 18 heures, assez tôt pour emprunter quelques outils à l'hostel de
J'arrive à Ballintoy vers 18 heures, assez tôt pour emprunter quelques outils à l'hostel de 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}