
 Aujourd'hui, suite de l'excursion maritime, retour sur la terre ferme et trajet jusqu'à Galway.
Aujourd'hui, suite de l'excursion maritime, retour sur la terre ferme et trajet jusqu'à Galway.Mardi 5 juillet - Inisheer Inishmore
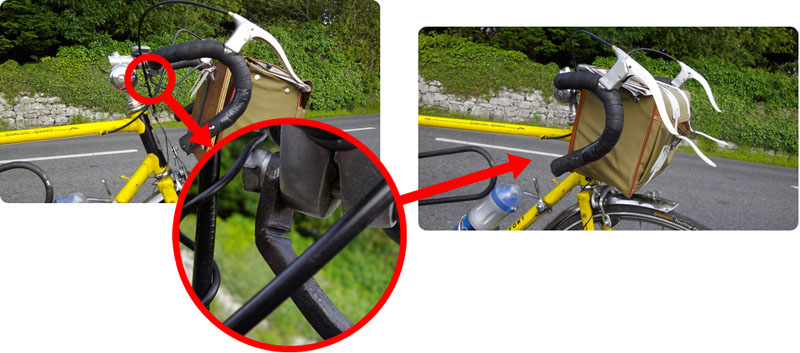
Mauvaise surprise au petit matin puisque le vent a sérieusement secoué la tente et l'un des arceaux a cédé.


Le bout d'arceau fichu atterrit à la poubelle et est remplacé par un arceau en fibre de verre oublié par un campeur précédant. Quel coup de chance !
Je file ensuite au port pour attraper le prochain bateau pour Inishmore, la plus grande des îles d'Aran. Aucun horaire d'affiché, pas de point de vente... Il faut attendre (sous une petite pluie) et demander à ceux qui passent !



A 10h50, le bon bateau passe, direction Inismore. Rien à voir avec la vedette d'hier, il s'agit déjà d'un petit ferry. La traversée est aussi à 10 euros et le vélo voyage gratuitement.
 Le bateau passe au large d'Inismaan avant d'arriver sur Inismore.
Le bateau passe au large d'Inismaan avant d'arriver sur Inismore.Le port, en travaux d'agrandissement, accueille plusieurs ferries remplis de touristes et l'on est accueilli dès la descente par une foule de carrioles à chevaux et des distributeurs de flyers (pulls, restos, pubs, B&B etc.). L'île est d'une dimension toute autre qu'Inisheer, pas forcément de la manière la plus plaisante.
Je file sur la route à la recherche d'un resto mais le vent et une petite pluie me m'encouragent pas vraiment à poursuivre ; je remercie Saint Brigitte de m'avoir envoyé cette casquette qui ne me quitte plus. Entre Kilronan et Killeany, un magnifique cimetière de sable, rempli de croix celtiques et de hautes herbes, vaut le détour.





 Je pense qu'hors saison et avec moins de pluie cette étape aurait pu être bien plus agréable.
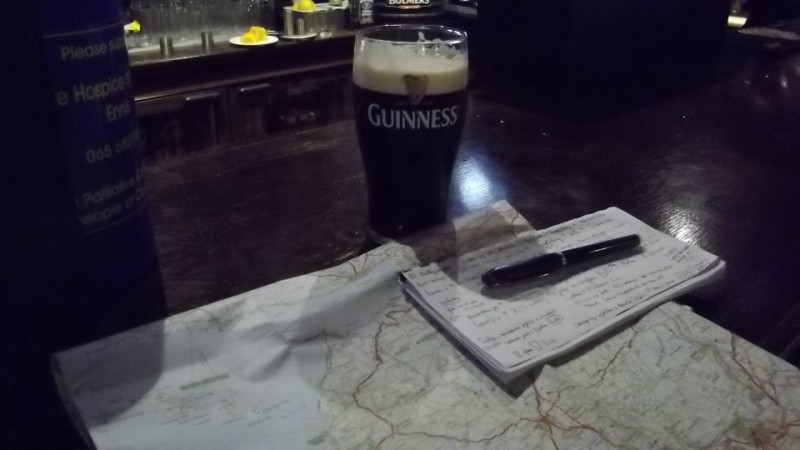
Je pense qu'hors saison et avec moins de pluie cette étape aurait pu être bien plus agréable.Pour l'instant je pense surtout à m'installer dans un pub en attendant d'attraper le prochain ferry pour Galway, qui part à 17 heures.
Inishmore Rossaveal
 Mon billet en poche, je monte avec soulagement dans le ferry, bien content à l'idée de pouvoir passer une soirée libre en ville. Mais la traversée me semble bien trop brève pour que nous soyons déjà arrivés à Galway... et pas de ville en vue depuis le port d'arrivée !
Mon billet en poche, je monte avec soulagement dans le ferry, bien content à l'idée de pouvoir passer une soirée libre en ville. Mais la traversée me semble bien trop brève pour que nous soyons déjà arrivés à Galway... et pas de ville en vue depuis le port d'arrivée !Renseignements pris, nous ne somme pas à Galway mais à Rossaveal, au nord de la baie de Galway, à plus de 40 km. Des navettes, vraisemblablement affrétées par la compagnie de ferries, vont bien à Galway mais elles sont toutes remplies et ne disposent pas de soutes. Et de toutes façons, je n'ai pas de billet sur moi puisque j'ai payé la traversée en liquide.
Rossaveal Galway
Il commence à se faire un peu tard pour rouler et je ne vais certainement pas camper sur place, je me dirige donc à contrecœur vers la D336. Petite consolation, le trajet, entre baie de Galway et montagnes du Connemara, promet de belles vues.
La route est toute droite et supporte pas mal de trafic. heureusement, elle est bien large, ne grimpe pas et la vue sur la baie de Galway est plutôt jolie. En plus, le soleil est revenu sans prévenir. Sacrée météo irlandaise !




 Le trajet se révèle finalement assez agréable et j'arrive à Galway plus tôt que prévu, vers 19h30. Je trouve facilement un camping sympathique à Salthill, à l'entrée de Galway, avec une super vue.
Le trajet se révèle finalement assez agréable et j'arrive à Galway plus tôt que prévu, vers 19h30. Je trouve facilement un camping sympathique à Salthill, à l'entrée de Galway, avec une super vue.Galway est une petite ville très animée la nuit, avec un centre-ville piétonnier et une flopée de pubs colorés.





Comme j'ai pas mal traîné en chemin, je vais faire un peu de bus demain. J'en profite donc pour vérifier les horaires de Bus Eireann jusque Donegal.
Le soir au pub, un cidre, pour changer. La journée s'achève avec un petit 70 km.