 Réparer un ruban de scie
Réparer un ruban de scieOups ! J'ai un peu trop forcé sur ma scie à ruban en tentant de petites courbes sur un moule. Ce serait dommage d'en racheter une autre, elle est réaffutable, elle a à peine servi et j'en aurai besoin ce dimanche ; on va donc la réparer.

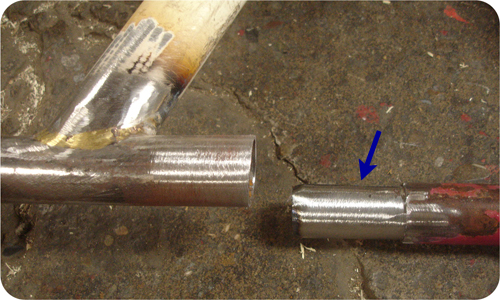
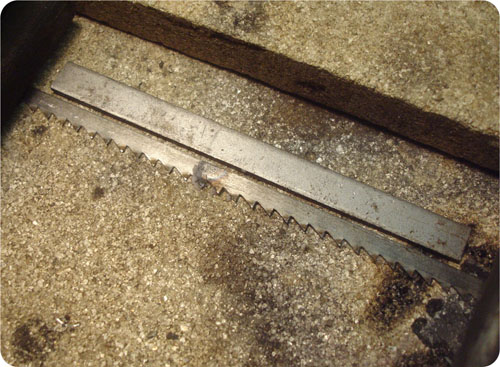
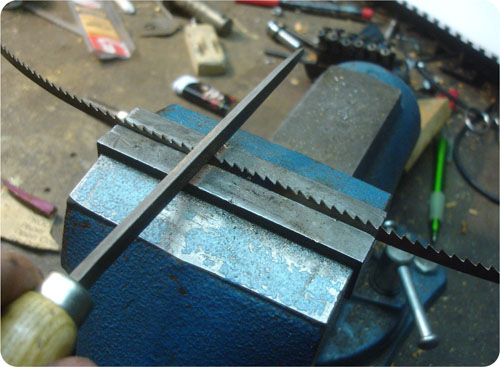
Les deux bords du ruban sont meulés en biais au touret, sur une longueur de deux dents :


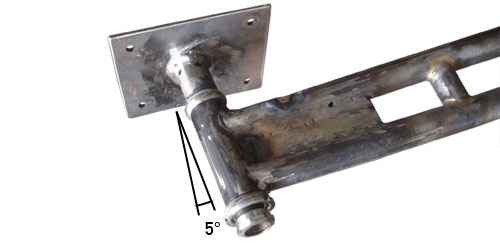
Les deux bouts de la lame sont enduits de décapants et positionnés sur un support réfractaire et bien calés à l'aide de blocs d'acier. On vérifie bien l'alignement à l'aide d'un petit réglet ou d'un bout de profilé bien droit :

La scie est brasée à l'argent puis poncée au touret à meuler. Pour la soudure, on utilise un petit chalumeau bi-gaz mais vues l'épaisseur de la lame et la température de fusion du métal d'apport, une lampe à gaz devrait tout aussi bien l'affaire :

A ce stade, le refroidissement à l'air de la scie chauffée au rouge l'a complètement trempée : le métal est raide et cassant. Il faut le recuire.
 Le recuit n'annule pas la trempe mais permet de redonner de la souplesse au métal.
Le recuit n'annule pas la trempe mais permet de redonner de la souplesse au métal.
C'est une trempe "améliorée", qui combine les avantages du métal trempé (dureté, élasticité) et du métal non trempé (souplesse et résilience).
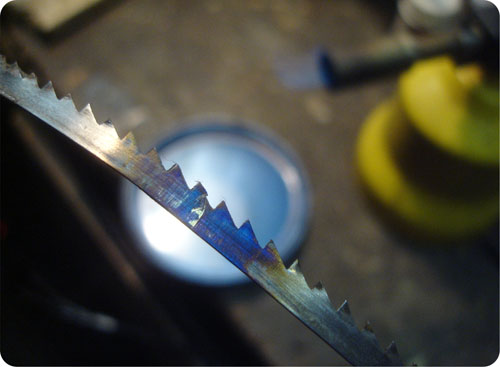
On chauffe délicatement la zone soudée à la lampe jusqu'à ce que le métal prenne une teinte bleue (290°C) puis on la refroidit brusquement à l'eau. La petite zone blanche au milieu trahit la présence de la brasure à l'argent.
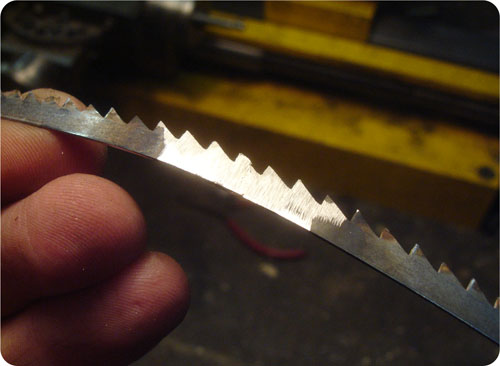
Après polissage, voilà notre ruban de scie presque comme neuf.
Un coup d'affutage à la lime tiers-point, un coup de pince à avoyer et notre scie est prête à reprendre du service.

Voilà au moins 29 euros que casto n'aura pas.
J'en profite pour vous recommander chaudement de jeter au plus vite votre lame trempée, fournie d'origine avec la quasi-totalité des machines amateurs, pour investir dans une lame réaffutable (outillage on line ou HM, par exemple), qui offre une qualité de coupe et un mordant parfaits et se laisse souder sans broncher.

Merci au forum Soudeur.com pour les astuces et le recuit. Bon week-end !